11
全部商品分类
 玉米脱粒机的设计(说明书+cad图纸+pro三维图+SW三维图+开题报...¥45.00
玉米脱粒机的设计(说明书+cad图纸+pro三维图+SW三维图+开题报...¥45.00 手机壳模具(UG8.5)¥0
手机壳模具(UG8.5)¥0 CAD字体¥0
CAD字体¥0 花生剥壳去壳机(cad+pro+SolidWorks+三维通用格式st...¥49.00
花生剥壳去壳机(cad+pro+SolidWorks+三维通用格式st...¥49.00 6个自由度的水果采摘机械手结构设计【CAD图+SW三维模型+文献翻译+...¥49.00
6个自由度的水果采摘机械手结构设计【CAD图+SW三维模型+文献翻译+...¥49.00 PLC控制的一种平面关节型机器人设计 PDF...¥0
PLC控制的一种平面关节型机器人设计 PDF...¥0 自动化立体仓库堆垛机设计(设计说明书+17张CAD图纸+开题报告+任务...¥49.00
自动化立体仓库堆垛机设计(设计说明书+17张CAD图纸+开题报告+任务...¥49.00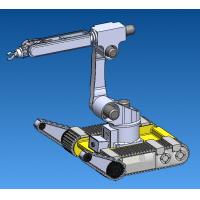 灾害救援机器人的设计(说明书+CAD图纸+SOLIDWORKS三维图+...¥50.00
灾害救援机器人的设计(说明书+CAD图纸+SOLIDWORKS三维图+...¥50.00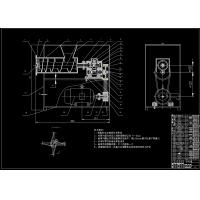 绞肉机的设计【16张CAD图纸+毕业论文】...¥43.00
绞肉机的设计【16张CAD图纸+毕业论文】...¥43.00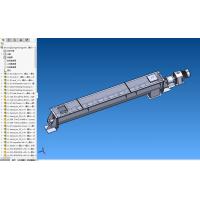 毕业设计 螺旋输送机设计(论文+CAD图纸+SolidWorks三维图...¥49.00
毕业设计 螺旋输送机设计(论文+CAD图纸+SolidWorks三维图...¥49.00摘 要
机械加工工艺是实现产品设计,保证产品质量,节约能源,降低消耗的重要手段,本课题研究CA6140车床后托架加工工艺规程。首先通过对零件图的分析,了解工件的结构形式,明确具体的技术要求,从而对工件各组成表面选择合适的加工方法,再拟定较为合理的工艺规程,在制订工艺过程中,需要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间,以验证达到生产要求。
机床夹具设计是工艺装备设计中的一个重要组成部分,在整个机械加工过程中,夹具除了夹紧固定被加工零件,所以需要选择相应的零部件来实现定位;还要求保证加工零件的位置精度,提高加工生产率,所以需要计算夹紧装置夹紧力,并按要求加工出零件的部分。
关键词: 工艺过程的制订;工序;工步;加工余量;时间配额;夹具;定位方案;
夹紧力
ABSTRACT
The machining process is to realize the product design, ensure the quality of products, save energy and reduce consumption of important means, and this subject research CA6140 lathe processing procedure after bracket. Based on the analysis of the drawing, understand the structure form, to specific technical requirements, which on the surface of each component to choose the appropriate processing method, and then develop reasonable technical process, in the formulation of the technological process, you need to make sure the process of installation location and the process need to work step, processing the process of locomotive and feed of the machine tool, cutting depth, spindle speed and cutting speed, this process of fixture, cutting tools and measuring tools, and go knife times and walk the length of the sword, finally calculated the process of basic time, auxiliary time and locate service time to verify achieve production requirements.
Machine tool clamp design process equipment design is an important part of in the whole process of mechanical processing, clamping fixture in addition, fixed by processing parts, so need to choose corresponding parts to realize positioning; Also requires that the position precision processing parts, increase the processing productivity, so need to calculate the clamping device clamping force, and according to the requirements of the parts processing part.
Keywords: process formulation;process;work step;machining allowance;time quotas;fixture;positioning scheme;clamping force
目 录
1.8 CA6140 机床后托架的偏差,加工余量,工序尺寸及毛坯尺寸的确定